














F214
Share
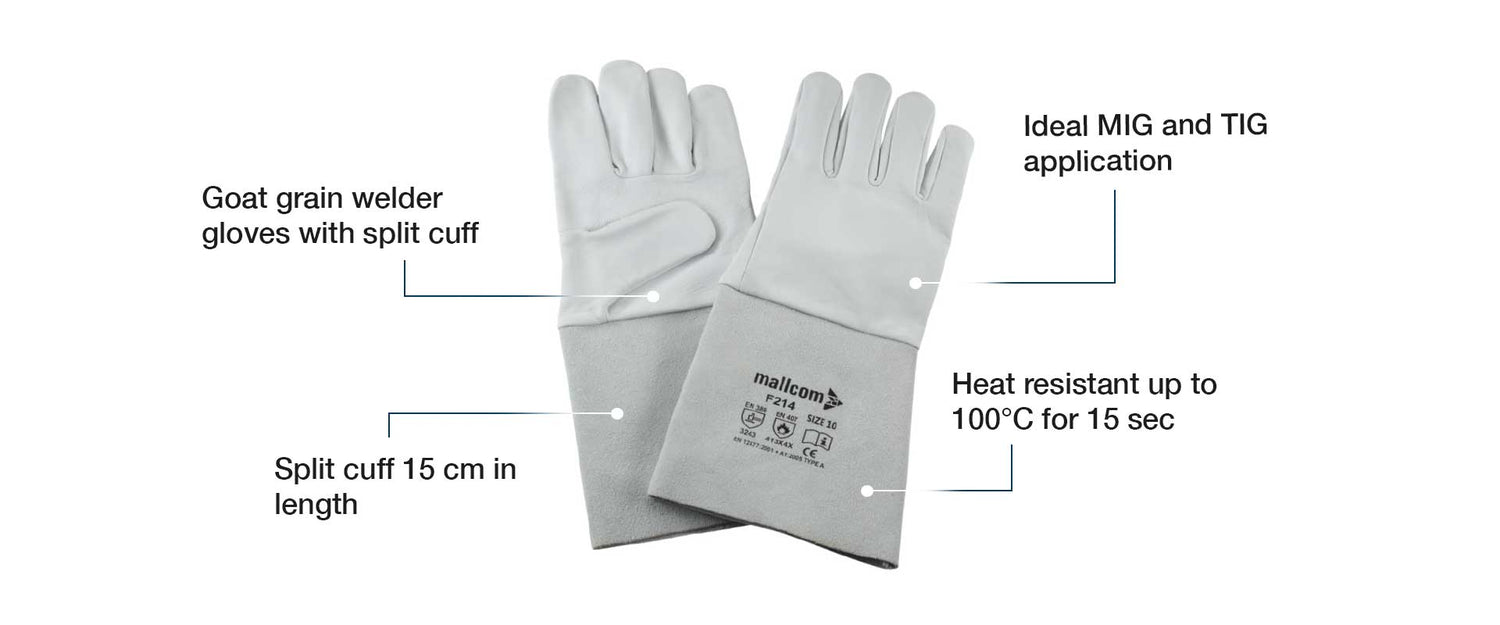
Welder Leather Gloves
- Natural Grain Welder Glove
- 15cm Split Cuff
- Heat Resistant
Tear Resistant
Dexterity
Sparks
Flame Resistant
Select Size
F214

Size Chart
How to Measure
F214
F214
Bulk Orders
For Bulk Orders, Fill out the enquiry form and someone from our team will get back to you as soon as possible.

Couldn't load pickup availability
EN 388
EN 407
EN 12477
Delivery & Services

Easy Return
with our 15 days return poicy
Regular price
Rs. 0
Sale price
Rs. 0
Regular price







ABOUT THE DESIGN
USEFUL IN THESE INDUSTRIES
Automobile
Iron & Steel
Metallurgy
Repairs & Maintenance

Product Features
ABOUT THE DESIGN

USEFUL IN THESE INDUSTRIES
Automobile
Iron & Steel
Metallurgy
Repairs & Maintenance
Product Details


















